 Вход — sdo.rzd.ru/lms
Вход — sdo.rzd.ru/lms Последовательность операций при разделке проводов и кабелей
Разделку проводов и кабелей производят в следующем порядке: определяют размеры разделки в зависимости от конструкции проводника и вида соединительного или концевого устройства, пользуясь справочниками; производят разметку разделки при помощи кабельных линеек или шаблонов;
в процессе ступенчатой разделки накладывают несколько витков фиксирующих бандажей из оцинкованной стальной или медной проволоки, крученого шпагата, кордовой или капроновой нити, суровых ниток, а также хлопчатобумажной или пластмассовой ленты; производят кольцевое поперечное и линейное продольное надрезание оболочек, подлежащих удалению (брони, свинцовых, алюминиевых, пластмассовых оболочек, монолитной изоляции);
снимают или сматывают удаляемые покровы; разводят концы жил многожильных проводников, т. придают им форму и расположение, удобные для последующей разделки;
обрабатывают оголенные концевые участки токопроводящих жил: производят операции зачистки до металлического блеска, лужения, покрытия флюсами, кварцевазелиновой пастой или токопроводящим клеем, сплавления многопроволочной жилы в монолит. Необходимо отметить, что состав операций зависит от конструкции проводников. В полном объеме они осуществляются для силовых кабелей с бумажной изоляцией. Для простейших проводников технология разделки сводится лишь к снятию поливинилхлоридной изоляции и обработке жилы.
Инструменты для разделки проводов и кабелей.
Для разделки проводов и кабелей применяют специальные инструменты, при правильном использовании которых исключается брак и повышается производительность труда. Для резки отдельных медных и алюминиевых жил, а также небронированных и бронированных кабелей применяют секторные ножницы (рис. 21) трех типоразмеров: НС-1, НС-2 и НС-3 (табл.
Таблица 2. Характеристики секторных ножниц
Тип Максимальное сечение, мм2Габариты, ммМасса, кг разрезаемых жилразрезаемых кабелей с жилами небронированныхбронированных алюминиевыхмедныхалюминиевымимеднымиалюминиевымимедными НС-17050__ _ __ 200x75x200,35 НС-22401503x703x25——385x 135×281,1 НС-3————3x2403x150660 x 200 x 382,8
Большие усилия, создаваемые на ножах ножниц, обеспечиваются рычажно-храповым механизмом, приводимым в действие качанием подвижной рукоятки. Амплитуда качания ножниц должна быть тем меньше, чем больше сопротивление при резке. Размеры разделок силовых кабелей напряжением до 10 кВ, соединяемых в чугунных, эпоксидных и свинцовых муфтах, определяют при помощи кабельных линеек ЛК-1 (до 1 кВ) и ЛК-2 (6—10 кВ). Проволочные бандажи для закрепления брони кабеля накладывают с применением клетневки (рис. 22, а). Это приспособление представляет собой деревянный брусок с рукояткой и полуобоймой для наложения на кабель. При вращении клетневки вокруг кабеля (рис. 22, б) бандажная проволока, проходя по ее кривому каналу, натягивается. При необходимости регулировать натяжение проволоки применяют клетневку с катушкой, на которой намотана бандажная проволока. Для регулирования натяжения проволоки поворачивают в ту или другую сторону барашковую гайку на оси катушки, тем самым сжимая или ослабляя ее обойму.
Рис. Секторные ножницы НС-2: 1 — неподвижный нож, 2 — подвижный нож, 3 — ходовая собачка, 4 — подвижная рукоятка, 5 — неподвижная рукоятка, 6 — стопорная собачка Проволоку укладывают вдоль кабеля в месте наложения бандажа. Отмечают начало наложения бандажа и изгибают проволоку пометке на 90°. Вращая клетневку вокруг кабеля и следя за плотной укладкой витков, накладывают бандаж заданной длины в направлении к концу кабеля (по проволоке). Конец последнего витка скручивают с началом проволоки и обрезают (рис. 23, а). Для наложения мягких бандажей из шпагата или ниток применяют простое приспособление, состоящее из катушки с бандажным материалом, вкладываемой в корпус, снабженный направителем нити. Схема наложения и затяжки бандажа показана на рис. 23, б. Стальную броню кабелей надрезают перед снятием при помощи бронерезки (рис. 24). Высота режущей части бронерезки, выступающей из ограничителя, не должна превышать общей толщины брони. Для кольцевых, спиральных и продольных надрезов свинцовых и алюминиевых оболочек кабелей служат специальные ножи (рис. 25 и 26) с регулируемой глубиной резания. Глубина резания устанавливается так, чтобы сквозного прорезания оболочек не происходило. Оставшуюся тонкую перемычку разрывают при удалении оболочек. Спиральный надрез выполняют на алюминиевых оболочках. Для этого державку режущего ролика ножа (рис. 26) поворачивают в посадочном гнезде в специально предусмотренное фиксированное положение, при котором плоскость режущей кромки ролика наклонена относительно оси кабеля под углом 45°.
Рис. Схемы наложения бандажей: а — проволочных, б — мягких
Рис. Надрезание металлических оболочек бронерезкой Рис. Нож для продольного надрезания металлических оболочек
Рис. Нож для поперечного и винтового надрезания алюминиевых оболочек:
1 — корпус, 2 — зажимной винт, 3 — державка, 4 — обойма, 5— втулка, 6 — регулировочный шток, 7 — регулировочная головка, 8 —мерное кольцо, 9 — роликовый нож
Пластмассовые оболочки проводов и кабелей надрезают вдоль торцовыми кабельными ножами двутаврового сечения с режущей кромкой на торце стойки сечения. Надрезы любого направления на пластмассовых оболочках производят кривым лезвием монтерского ножа с внутренней режущей кромкой. Для удаления с токопроводящих жил проводов пластмассовой изоляции предназначены термоклещи ТК-1 (рис. 27). Специальные губки клещей оборудованы наборами кольцевых и продольных ножей для проводов с жилами сечением 1,5— 6 мм2. На губках установлены закрытые электронагреватели, питаемые от понижающего трансформатора при напряжении 36 В. Температура нагрева ножей в продолжительном режиме достигает 200° С. Снятие изоляции клещами ТК-1 можно произвести не только на конце проводника, но и на любом другом его участке. При зажиме проводника в то или иное гнездо губок одновременно работают два кольцевых и два продольных ножа, диаметрально противоположных относительно провода. В результате изоляция на оголяемом участке оплавляется и отпадает. Рис. Термоклещи ТК-1:
1—нагревательный элемент, 2—рукоятка, 3—головка Рис. Клещи КСИ-1 для снятия изоляции: 1, 2, 3 — рычаги, 4, 5 — прижимы провода, 6, 7 —губки, 8 — указатель длин, 9, 10 — ножи, 11, 12 — отверстия для проводов
Применяют и более простые приспособления с электронагревом для снятия изоляции, например клещи для кольцевой подрезки пластмассовой изоляции и электронож для подрезки хлопчатобумажной изоляции. Рабочим органом в них служит нагретая проволока из нихрома 0,1—1,2 мм и длиной 75 мм, изогнутая в петлю. Питание проволок осуществляют от регулятора напряжения. Удаление с жил установочных и монтажных проводов резиновой и пластмассовой изоляции удобно осуществлять с помощью клещей для снятия изоляции типов КСИ-1M и КСИ-2М (рис. 28). Клещи КСИ-1M удерживают большим пальцем и ладонью правой руки за рычаг 1, безымянным и мизинцем—за рычаг 2 и указательным и средним—за рычаг 3. Рычагами 1 и 2 и ножами 9 и 10 отрезают конец провода и, возвратив рычаг в исходное положение, устанавливают провод при сомкнутых губках в отверстие 11 (1,5 мм2) или 12 (2,5 мм2). Сжимая рычаги 1 и 2, закрепляют провод в прижимах 4 и 5 и одновременно подрезают его изоляцию. Затем к сжатым рычагам 1 и 2 прижимают рычаг 3. Губки 6 и 7 при этом расходятся и с конца провода сдвигается изоляция. Все рычаги освобождают, провод извлекают из клещей. Клещи КСИ-2М более совершенны по конструкции и имеют только две рукоятки. Для снятия резиновой, пластмассовой и хлопчатобумажной изоляции с концов жил проводов и кабелей сечением 0,75—1,5 мм2 применяют клещи МБ-1М (рис. 29). Они снабжены ножами для перекусывания жил. Рис. Клещи МБ-1М: 1, 10 — рукоятки, 2 — копир, 3 — поводок, 4 — подвижный нож, 5— неподвижный нож, 6 — прижим, 7, 8 — губки, 9 — крышка, 11 — ножи
Рис. Универсальные клещи КУ-1 и производимые с их помощью операции: 1—отрезание провода, 2, 4, 6 — удаление перемычки, 3 — снятие изоляции, 5 — изготовление колец
Обработку плоских проводов АППВ, АППВС и т. производят клещами МБ-2, устройство которых подобно МБ-1М и КУ-1 (рис. 30).
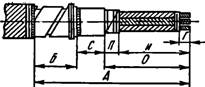
Рис. Разделка силового кабеля
Монтаж соединительных муфт и концевых заделок начинают с разделки концов кабеля, с которого как бы ступеньками удаляют наружный покров, броню, герметическую оболочку и бумажную изоляцию (рис. Размеры отдельных ступенек А, Б, С, П, И, Г определяются типоразмером муфты или заделки и номинальным напряжением кабеля и приводятся в справочниках. Перед началом работы следует убедиться, что бумажная изоляция кабеля не увлажнена. Для этого с конца кабеля снимают кусочки бумажной изоляции и бросают их в сосуд с разогретым до 140. 150°С парафином или кавольной массой МП-1. Если изоляция содержит влагу, то при этом слышно слабое потрескивание и на поверхности парафина появляется пена. В этом случае отрезают кусок кабеля длиной 200. 300 мм и проверяют наличие влаги до тех пор, пока увлажненный конец кабеля не будет удален.


Разделку концов кабелей производят до монтажа муфт и заделок. Она заключается в последовательном ступенчатом удалении на определенной длине защитных покровов, брони, оболочки, экрана и изоляции кабеля. Размеры разделки определяют по технической документации в зависимости от конструкции кабеля и монтируемой на нем муфты (заделки), напряжения кабеля и сечения его жил.
Технология резки концов кабелей, наложения бандажей и удаления покровов:
a — резка конца кабеля ножницами НС; 6 — подмотка из смоляной ленты; в — наложение проволочного бандажа; г — надрезание брони; д, е — удаление брони, пряжи, подушки и кабельной бумаги
Приступая к разделке конца кабеля, проверяют отсутствие влаги в бумажной изоляции и жилах. При необходимости удаляют имеющуюся влажную изоляцию, лишнюю длину концов, участки под герметизирующими колпачками и концевыми кабельными захватами, а также проходящие через щеки барабанов. Дефектные места кабеля отрезают секторными ножницами НС. Разделку кабеля начинают с определения мест установки бандажей, которые рассчитывают по формуле: А — Б + О + 77+ И+ Г. На конце кабеля отмеряют расстояние А (рис. а) и распрямляют этот участок. Далее подматывают смоляную ленту (см. рис. 6) и накладывают бандаж из двух-трех вариантов стальной оцинкованной проволоки вручную или с помощью специального приспособления (клетневки). Концы проволоки захватывают плоскогубцами, скручивают и пригибают вдоль кабеля. Разделка концов трехжильного кабеля:
а — с поясной бумажной изоляцией; б — с пластмассовой изоляцией; 1 — наружный покров; 2 — броня; 3 — оболочка; 4 — поясная изоляция; 5— изоляция жилы; 6 — жила кабеля; 7— бандаж; А, Б, И, О, П, Гн Ш— размеры разделки
Наружный кабельный покров разматывают до установленного бандажа и не срезают, а оставляют его для защиты ступени брони от коррозии после монтажа муфты. На броню кабеля на расстоянии Б (50—70 мм) от первого проволочного бандажа накладывают второй бандаж. При монтаже чугунных соединительных и ответвительных муфт и концевых заделок в стальных воронках участок брони используют для уплотнения их горловин, поэтому размер Б увеличивают до 100—160 мм. По внешней кромке второго бандажа бронерезкой или ножовкой надрезают верхнюю и нижнюю ленты брони (не более половины их толщины), затем броню разматывают (см. рис. 19, г, д), обламывают и снимают. Далее удаляют подушку. Для этого кабельную бумагу и битумный состав подогревают огнем пропановой горелки или паяльной лампы. Оболочку кабеля очищают салфеткой, смоченной в подогретом до 35—40° С трансформаторном масле. Для удаления оболочки на расстоянии 50—70 мм от среза брони делают кольцевые надрезы. В чугунных муфтах и концевых стальных воронках участок оболочки используют только для присоединения заземляющего проводника, поэтому указанное расстояние уменьшают до 20—25 мм. При разметке свинцовых оболочек кольцевые надрезы на половину глубины выполняют монтерским или специальным ножом с ограничителем глубины резания. От второго кольцевого надреза на расстоянии 10 мм один от другого полоску оболочки между двумя надрезами захватывают плоскогубцами и удаляют. Оставшуюся часть оболочки раздвигают и отламывают у второго кольцевого надреза. Между первым и вторым кольцевыми надрезами оболочка временно остается. Она предохраняет изоляцию от повреждения при изгибе жил. Операции по удалению оболочек кабеля:
а — разметка; 6, в — круговые надрезы свинцовой оболочки; г — круговые надрезы алюминиевой оболочки; д, е — продольные надрезы свинцовых оболочек; ж — надрез алюминиевой оболочки по винтовой линии; з, м — надрезы пластмассовых оболочек; и, к — снятие свинцовых оболочек; л — снятие алюминиевых оболочек; 11 — удаление гофрированной алюминиевой оболочки
У кабелей с алюминиевой оболочкой надрезы выполняют стальным ножом НКА-1М с режущим диском. От второго кольцевого надреза делают винтовой надрез. Удаление гофрированной алюминиевой оболочки производят после ее надрезания на расстоянии 10—15 мм у выступа гофр. Далее жилы кабеля освобождают от поясной изоляции и постепенно выгибают по шаблону. Затем подготовляют место для присоединения заземления.
Прикрепление проволочными бандажами проводника заземления к металлической оболочке (а) и припайка к ней (б):
1,3 — бандаж у торцов оболочки и наружного покрова; 2, 4 бандаж для припайки проводника заземления
Для присоединения жил кабелей к контактным выводам электротехнических устройств их оконцовывают наконечниками, закрепляемыми на жилах опрессованием, сваркой или пайкой. Оконцевание однопроволочных жил кроме того может быть выполнено формированием наконечника из конца жйлы. Соединение жил кабелей в муфтах выполняют в соединительных и ответвительных гильзах опрессованием, сваркой или пайкой. Технология соединения алюминиевых жил опрессованием показана на рис. 23, а — з. Концы алюминиевых секторных жил перед опрессованием скругляют: многопроволочные — универсальными плоскогубцами, однопроволочные и комбинированные — специальным инструментом ИСК или КС, а также инструментом, входящим в набор НИСО. При опрессовании наконечник или гильзу надевают на жилу (жила должна входить в трубчатую часть наконечника до упора, а в гильзе торцы жил должны упираться друг в друга в середине ее), устанавливают в механизм для опрессования, предварительно отводя пуансон.
Технология соединения алюминиевых жил опрессованием:
а — зачистка внутренней поверхности гильзы; б — смазка внутренней поверхности гильзы; в — концы жил со снятой изоляцией; г — зачистка концов жил; д — смазка жил кварцевовазели- новой пастой; е — надевание гильзы на жилы; ж — опрессование жилы; з — измерение остаточной толщины в месте опрессования
Операции соединения и ответвления непосредственным сплавлением припоем обработанных концов жил показаны на рис. В формы (гильзы) 2 жилы 1 вводят так, чтобы их стык находился в середине формы (для жил со срезанными под углом 55° концами зазор между торцами оставляют около 2 мм). Разъемные формы скрепляют бандажами или замками, а зазоры между жилой и формой уплотняют асбестовым шнуром 7. Для более полной заливки припоем формы располагают в горизонтальном положении, на жилы надевают защитные экраны 5. При соединении жил сечением 120—240 мм2 дополнительно устанавливают охладители. Технология соединения многопроволочных алюминиевых жил пайкой:
а — сплавление припоем; б — способом полива
Форму (гильзу) нагревают пламенем горелки 5. Одновременно вводят в пламя палочку припоя 4, расплав 6 которого перемешивают мешалкой 8 до полного заполнения формы и удаления шлаков. После этого нагрев прекращают. Легким постукиванием по форме уплотняют припой. Тигель И (рис. 24, б), при пайке поливом из ковшика 9 предварительно расплавленным припоем, устанавливают на некотором расстоянии, чтобы исключить дополнительный нагрев изоляции жил. Между тигелем и местом пайки размещают лоток 10, по которому будут стекать излишки (лоток не должен касаться изоляции жил). Технология изолирования мест соединения и оконцевания жил кабелей бумажными роликами и рулонами показана на рис. а — е. После соединения жил бумажную изоляцию промывают разогретым до 120—130° С пропиточным составом. Затем снимают с изоляции жил верхние расцветочные ленты: изоляцию разделывают ступенями на участке длиной 16 мм — для кабелей напряжением 6 кВ и 24 мм — для кабелей на 10 кВ. Ширина каждой ступени составляет 8 мм, на каждой ступени обрывают восемь лент бумажной изоляции. Далее изоляцию кабеля повторно промывают разогретым до 120—130° С пропиточным составом. Технология изолирования мест соединения кабеля и оконцевания;
а — промывание гильз и бумажной изоляции разогретым составом МП; б — ступенчатая разделка бумажной изоляции в месте соединения жил; в — положение ролика и ленты при намотке; г — положение ролика и ленты в начале намотки второго слоя; наложение рулонной подмотки; е — комбинированная изоляция, выполненная бумажными роликами и рулонами; I — положение ролика и ленты при повороте; 2— ступени разделки заводской изоляции жил; 3 — слой подмотанной изоляции; 5 — подмотка бумажными роликами с шириной ленты соответственно 5 и 10 мм; б — подмотка бумажными роликами; 7 — соединительная гильза
Восстановление изоляции оголенных участков жил выполняют роликами шириной 5 мм (подмотку делают до внешней поверхности соединительной гильзы или заводской изоляции в зависимости от того, что имеет меньший диаметр). Дальнейшее изолирование осуществляют роликами шириной 10 мм. Периодически в процессе подмотки изолируемые жилы прошпаривают разогретым до 120— 130° С пропиточным составом МП. Дальнейшее изолирование выполняют цилиндрическими рулонами шириной до 300 мм в зависимости от марки муфты.
Во время монтажа кабелей проводят следующие работы: размещение кабелей в котловане, укладка запасов кабелей и разделка их концов, установка кабельных муфт в грунт или на отдельные основания крепления муфт и заделок к конструкциям, прозвонка, расшивка и подключение жил кабеля к контактным зажимам или лепесткам панелей с выводами кабельных муфт и аппаратуры СЦБ, фиксация местоположения, окраска и маркировка муфт и заделок. Кабель монтируют электромонтажники, имеющие удостоверение на право производства работ.
До начала монтажа напольных кабелей роют котлованы для укладки их запасов и установки разветвительных, универсальных и соединительных муфт, путевых трансформаторных ящиков и других устройств.
Внутренние и наружные поверхности кабельных муфт и отсеков для ввода кабелей в путевые трансформаторные ящики и кабельные ящики перед монтажом кабелей тщательно очищают от пыли и грязи. Перед разделкой напольных кабелей их концы в котловане разбирают по направлению и очищают от земли. Запас кабеля на случай переразделки укладывают полукольцом у места ввода в релейный шкаф, разветвительную муфту и другие устройства. До начала разделки кабеля измеряют сопротивление изоляции жил, проверяют их целость, отсутствие сообщения между собой и металлической оболочкой, экраном или броней. Разделка кабелей заключается в ступенчатом удалении наружного покрова, бронепокрова, подушки, оболочки, экрана, поясной изоляции и изоляции жил.
Сигнально-блокировочные кабели с пластмассовыми оболочками. Концевую разделку кабелей с пластмассовой оболочкой выполняют без концевых муфт. Концы кабелей вводят в путевые ящики, шкафы, кабельные стойки и другие устройства непосредственно к ближайшим зажимам. Конец оставляют такой длины, чтобы жилы этого кабеля после разделки можно было подключить прямо к зажимам без наращивания.
При разделке конца кабеля (рис. 84) длину L конца кабеля определяют в каждом отдельном случае в зависимости от устройства ввода. Первый бандаж накладывают спаечной проволокой в три-четыре витка на расстоянии L + 60 мм от конца кабеля. С конца кабеля кабельную пряжу разматывают и у бандажа обрезают. От первого бандажа на расстоянии 30 мм на броню накладывают второй проволочный бандаж. После этого разматывают броню до второго бандажа.
Кабели вводят в релейные шкафы через защитные трубы. На участках с электрической тягой броню кабелей в релейных шкафах изолируют от защитной металлической трубы путем намотки на кабель двух бандажей из кабельной пряжи.
Широко распространены сигнально-блокировочные кабели с оболочками, изготовленными из полиэтилена и поливинилхлорида.
В разветвительных и универсальных муфтах бронированные сигнально-блокировочные кабели с пластмассовыми оболочками разделывают следующим образом. На кабель надвигают защитную трубу 1 (рис. 85, а). Затем накладывают бандаж из трех-четы-рех витков спаечной проволоки. Место наложения бандажа определяют расстоянием от точки закрепления брони или оболочек кабеля (между нижним основанием муфты и фланцем защитной трубы) до зажимов с учетом длины прокладки жил и запаса на их перезаделку. После этого с конца кабеля снимают защитный покров. На расстоянии 30 мм от первого бандажа на броню кабеля накладывают второй бандаж 2, ленты брони разматывают до этого бандажа и обрезают, оставляя 40—60 мм для заделки. Концы броне-ленты 3 отгибают под прямым углом. Затем на расстоянии 30 или 45 мм от второго бандажа удаляют пластмассовую оболочку 4 и ленты поясной изоляции. Кабель вводят в муфту 5 и закрепляют таким образом, чтобы отогнутые концы брони зажимались между нижним основанием разветвительной муфты 1 и фланцем защитной трубы. Жилы кабеля 2 (рис. 86) подключают с некоторым запасом непосредственно к зажимам муфты 1 на колодках.
Вводные отверстия муфты уплотняют джутом, каболкой или другим изолирующим материалом. Для предохранения от влаги и пыли дно муфты на 10—12 мм заливают кабельной массой МБ-70 или МБ-90.
Разделка и монтаж кабелей без брони с пластмассовыми оболочками начинают с того, что на расстоянии 60 мм от конца кабеля снимают оболочку и на участке длиной 60 мм один против другого делают два продольных надреза.
В универсальных муфтах типов УКМ-12 и УПМ-24 и в кабельных стойках кабель монтируют так же, как и в разветвнтельных муфтах (см. рис. 86).
При монтаже сигнально-блокировочных кабелей в релейных шкафах типа ШРШ на концы кабелей надевают защитные трубы, после чего их вводят в шкаф и трубы крепят к его дну. Кабели, введенные в релейный шкаф типа ШРУ, закрепляют пластмассовыми зажимами и защищают от механических повреждений общим металлическим кожухом.
В релейных шкафах типа ШРШ кабели размещают против панелей, к которым их подключают; жилы кабелей расшивают свободно, без увязки в жгуты. В релейных шкафах типа ШРУ жилы кабелей увязывают в жгуты, которые располагают вертикально вдоль панелей; у соответствующего зажима панели жилы ответвляют из жгута под прямым углом.
При монтаже в стаканах светофоров с металлическими мачтами кабели закрепляют с помощью конусной намотки из смоляной ленты, накладываемой на концы кабелей (не доходя 200 мм до среза оболочки), такой толщины, чтобы намотка плотно входила в основание муфты и удерживала кабель.
Кабели с полиэтиленовой оболочкой в полиэтиленовых муфтах. При соединении кабелей с полиэтиленовыми оболочками от конца кабеля на расстоянии 335 мм для кабелей с числом жил до 9, 390 мм — для кабелей с числом жил от 12 до 19 и 450 мм для кабелей с числом жил от 21 до 61 на джутовой или пластмассовый защитный покров накладывают проволочный бандаж из двух-трех витков спаечной проволоки. С конца кабеля до бандажа удаляют наружный покров. На расстоянии 30 мм от первого бандажа на броню накладывают второй бандаж, ленты брони разматывают и обрезают. Полиэтиленовые оболочки кабелей очищают и протирают тканью, смоченной в бензине.
Соединяемые кабели укладывают рядом навстречу друг другу таким образом, чтобы их концы заходили за края подлежащей установке муфты на 50—100 мм. В середине муфты оба кабеля перевязывают шпагатом.
На оболочках соединяемых кабелей у концов муфты делают пометки, после чего шпагат снимают. От сделанных пометок отступают в сторону концов на 30 мм для кабелей с числом жил от 3 до 12, на 40 мм — для кабелей с числом жил от 16 до 27 и на 50 мм — для кабелей с числом жил от 30 до 61 и полиэтиленовую оболочку удаляют. На концы кабелей 1 надевают полумуфты 2 (рис. 87) и продвигают их за участок разделки. Затем кабели закрепляют в монтажном станке или монтажных козлах таким образом, чтобы концы оболочек находились на расстоянии 30—40 мм от закрепляющих обойм. Ленты экрана и экранную продольную проволоку сматывают в рулончики и временно закрепляют на оболочках монтируемых кабелей. Сердечники кабелей разбивают по пучкам или повивам.
Соединение жил 3 начинают с центрального повива с соблюдением расцветки изоляции без перехода пар из повива в повив. Соединяемые жилы обрезают так, чтобы их концы перекрывали друг друга на 75— 100 мм.
После соединения всех жил полученные сростки уплотняют и обматывают двумя слоями полиэтиленовой или поливинилхлоридной ленты так, чтобы лента на 20 мм находила на оболочки.
Концы подэкранных проволок соединяют скруткой. Экран восстанавливают обмоткой сростка ранее смотанными в рулончики экранными лентами кабеля или лентами из алюминиевой фольги. Концы экранных лент соединяют между собой в «замок».
На сросток жил подвигают полумуфты так, чтобы одна полумуфта входила в другую до упора.
Поверхность полиэтиленовой оболочки кабеля на длине 40—45 мм и концы полумуфт на длине 30—35 мм тщательно зачищают ножом и обезжиривают бензином. Места стыков оболочки с полумуфтами и полумуфт между собой плотно обматывают полиэтиленовой лентой. Поверх полиэтиленовой ленты плотно, с 50%-ным перекрытием наматывают три-четыре слоя стеклоленты шириной 35 мм. Стеклолента должна выходить за край намотки полиэтиленовой ленты на 20— 25 мм. Участки стыкования полумуфт и оболочек кабелей равномерно нагревают пламенем газовой горелки или паяльной лампы.
Сваренный стык охлаждают до температуры 50—60 °С и удаляют стеклоленту. Место сварки не должно иметь воздушных пузырей, раковин, трещин, складок, расслоений и пережогов. Полиэтиленовую муфту и прилегающие к ней участки кабелей обматывают двумя слоями смоляной или прорезиненной ленты с 50%-ным перекрытием.
По окончании монтажа полиэтиленовую муфту укладывают в чугунную, которую заливают кабельной массой марки МБ-70 или МБ-90.
В полиэтиленовых муфтах с применением заливочных компаундов монтируют кабели с однородными и с разнородными пластмассовыми оболочками при температуре воздуха не ниже —10 °С. Перед соединением концы кабелей разделывают. Экранные ленты и экранные проволоки скручивают в рулончики и оставляют у обреза бронелент. Два разделанных конца кабеля складывают вместе так, чтобы рулончики экранной ленты не мешали плотному прилеганию кабелей друг к другу. Сердечники разбирают по повивам пучками по 9—12 жил. Жилы одноименных пучков соединяют между собой, соблюдая расцветку жил.
Кабели с числом жил до 12 соединяют в одном уровне, а кабели с числом жил свыше 12 —в двух уровнях с равным числом жил на каждом уровне. С концов жил удаляют изоляцию на длине 50 мм, жилы попарно скручивают, укорачивают скрутки до 25 мм, пропаивают при погружении в расплавленный припой марки ПОС-40.
На рис. 88, а: 1 — оболочки кабелей; 2 — токопроводящие жилы; 3 — скрутки. На пропаянные скрутки жил надвигают гильзы 4 (рис. 88, б) длиной 50 мм, изготовленные из полиэтиленовых трубок. Гильзы должны заходить на полиэтиленовую изоляцию на 15—20 мм. Поверх гильзы пучки жил перевязывают липкой лентой 5 или суровыми нитками, проваренными в парафине.
Концы проволок, припаянных к бронелентам, скручивают между собой и обрезают так, чтобы оставался конец скрутки длиной 15— 20 мм. Экранные ленты укорачивают до 70 мм, складывают вместе, соединяют кровельным швом и одним витком обматывают оба конца кабеля. Экранные проволоки наматывают поверх экранных лент, скручивают и наматывают на бронеленту, затем пропаивают.
Небронированные кабели монтируют так же, как и бронированные, за исключением соединения бронелент.
Сросток жил кабелей (рис. 88, в) обматывают тремя-четырьмя слоями стеклоленты 6 шириной 20 мм и толщиной 0,1—0,2 мм. Для того чтобы лента не раскручивалась, ее конец закрепляют нитками 7. К подготовленному сростку кабелей прикладывают муфту 8 (рис. 88, г) и определяют уровень, на который в нее будет погружен кабель, с таким расчетом, чтобы концы гильз не доходили до дна муфты на 10— 15 мм. Оба кабеля на этом уровне обматывают пластмассовой лентой 9.
Для свободного протекания компаунда между кабелями на расстоянии 10—15 см от места обреза оболочек вставляют вкладыш 10, обеспечивающий зазор между кабелями 2—3 мм. Вкладыш изготавливают из оболочки одного из соединяемых кабелей. Затем корпус муфты ставят вертикально в рыхлый грунт отвала котлована и заливают битумным компаундом 11 на две трети высоты. Температура компаунда во время заливки 70—95 °С. После заливки муфты и охлаждения компаунда в течение 3—5 мин кабель вводят в муфту до отмеченного пластмассовой лентой уровня. Не ожидая полного охлаждения заливочной массы, муфту устанавливают вертикально в углубление в дне траншеи так, чтобы муфта упиралась в грунт. В просвет между кабелями и дном котлована у выхода из муфты подсыпают и утрамбовывают рыхлый грунт, затем котлован засыпают.
Разделка кабеля
Разделка кабеля это последовательное удаление элементов конструкции кабеля. Разделку кабеля выполняют непосредственно перед монтажом муфты. Рассмотрим данный вид работ на примере бронированного кабеля марки АСБ.
При разделке кабеля последовательно удаляют наружный защитный покров, броню, свинцовую оболочку, поясную и фазную изоляцию. Размеры разделки зависят от конструкции муфты или заделки, марки и сечения кабеля. На расстоянии А поверх джутового покрова накладывают бандаж и разматывают кабельную пряжу, которую не срезают – ее используют для защиты от коррозии оголенной брони кабеля после монтажа. В кабелях с пластмассовым шлангом на это расстояние удаляют шланг. На расстоянии Б (50 – 100 мм) от первого бандажа на броню кабеля накладывают второй бандаж. По кромке бандажа ножовкой надрезают броню, с ограничением по глубине, после этого броню и подушку под ней удаляют.

Рисунок. Схема разделки кабеля: 1 – наружный защитный покров; 2 – броня; 3 – свинцовая оболочка; 4 – поясная изоляция; 5 — фазная изоляция; 6 – жилы.
Свинцовую оболочку кабеля тщательно очищают и на расстоянии О и П от среза брони осторожно производят кольцевые надрезы на половину толщины оболочки специальным кабельным ножом с ограничением глубины резания. Затем на расстоянии Ж выполняют два продольных надреза и с помощью плоскогубцев удаляют оболочку. Оболочку между кольцевыми надрезами временно оставляют для предохранения поясной изоляции, которую удаляют, разматывая ленты от конца кабеля и обрывая от кольцевого надреза.
После разделки жилы кабеля осторожно разводят и выгибают так, чтобы было удобно произвести их соединение. Эту операцию выполняют с помощью специальных шаблонов или вручную. Снимают оставшийся поясок оболочки между кольцевыми надрезами и накладывают на поясную изоляцию бандаж из суровых ниток.
Для выполнения соединения или оконцевания жил кабеля с концов жил на длине Г определяемой способом соединения или оконцевания удаляют фазную изоляцию. Предварительно у места среза изоляции накладывают бандаж из суровых ниток.