 Вход — sdo.rzd.ru/lms
Вход — sdo.rzd.ru/lms 3 Конструкция и размеры
1 К деталям автосцепки СА-3 относят: корпус автосцепки, замок, замкодержатель, предохранитель замка, подъемник замка, валик подъемника.
Неуказанные размеры должны быть установлены в рабочей документации изготовителя.
3 Конструкция автосцепки СА-3 приведена на рисунке А. 1 (приложение А).
1 Расстояние Б, показанное на рисунке А. 1 (приложение А), при свободном положении замка должно быть не менее 2 мм и не более 8 мм, а при нажатии на замок до упора предохранителя замка в противовес замкодержателя не менее 9 мм и не более 16 мм по всей высоте вертикальной кромки замка.
2 Расстояние В, показанное на рисунке А. 1 (приложение А), при свободном положении замка и замкодержателя должно быть не менее 21 мм.
3 Механизм автосцепки СА-3 должен быть закреплен в корпусе запорным болтом исполнения 1 по ГОСТ 7798* с диаметром резьбы 10 мм, длиной 90 мм с крупным шагом резьбы, и гайкой исполнения 1 по ГОСТ 5915 с диаметром резьбы 10 мм, с крупным шагом резьбы.
* В Российской Федерации в части болтов с крупным шагом резьбы и резьбой не на всей длине стержня применяют ГОСТ Р ИСО 4014-2013 «Болты с шестигранной головкой. Классы точности А и В».
Предохранение от самопроизвольного отвертывания осуществляют постановкой под головку болта и гайку фасонных шайб, полукруглые части которых загибают на грань головки болта и грань завернутой гайки.
4 Крепление клина тягового хомута должно быть осуществлено двумя болтами, имеющими квадратную головку, метрическую резьбу диаметром 20 мм и гайками исполнения 1 по ГОСТ 15526 с диаметром резьбы 20 мм.
5 Запирание болтов, поддерживающих клин тягового хомута должно исключать возможность поднятия головок болтов выше предохранительного козырька тягового хомута.
Болты со стороны головок должны быть заблокированы от продольного перемещения.
6 Гайки в креплении должны быть застопорены от самопроизвольного отвинчивания стопорной планкой, концы которой должны отгибаться на их грани, и шпилькой, устанавливаемой в отверстия, выполненные в стержнях болтов.
4 Конструкция и размеры корпуса автосцепки приведены на рисунке Б. 1 (приложение Б).
5 Конструкция и размеры замка приведены на рисунке В. 1 (приложение В).
6 Конструкция и размеры замкодержателя приведены на рисунке Г. 1 (приложение Г).
7 Конструкция и размеры предохранителя замка приведены на рисунках Д. 1-Д. 2 (приложение Д).
8 Конструкция и размеры подъемника замка приведены на рисунке Е. 1 (приложение Е).
9 Конструкция и размеры валика подъемника приведены на рисунке Ж. 1 (приложение Ж).
10 Конструкция и размеры хомута тягового приведены на рисунках И. 1-И. 2 (приложение И).
11 Расположение знаков маркировки приведено на рисунке И. 3 (приложение И).
12 Конструкция и размеры клина тягового хомута приведены на рисунках К. 1-К. 2 (приложение К).
13 Автосцепка СА-3 и унифицированные с ней детали могут иметь дополнительные устройства и конструктивные исполнения, исходя из требований к конкретной единице железнодорожного подвижного состава. Дополнительные устройства и конструктивные исполнения не должны препятствовать выполнению рабочих процессов в условиях нормированных внешних воздействий.
В Российской Федерации применяют ГОСТ Р 15. 201-2000 «Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство».
Какой размер болта поддерживающего клин тягового хомута
Automatic coupler model SA-3 and its components. Design and dimensions
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1. 0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1. 2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Научно-исследовательский институт железнодорожного транспорта» (ОАО «ВНИИЖТ»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июля 2014 г. N 68-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 23 октября 2014 г. N 1395-ст межгосударственный стандарт ГОСТ 32885-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2015 г.
Конструкция упоров, ударной розетки, центрирующего прибора, расцепного привода, тягового хомута, крепление клина тягового хомута, требования в эксплуатации
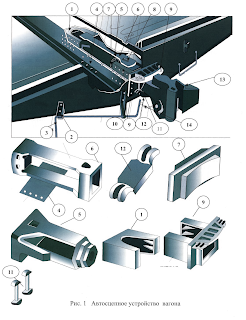
Во время технического обслуживания вагонов при подготовке поездов к следованию, а также вагонов под погрузку исправность поглощающего аппарата контролируется по расстоянию между упором головы автосцепки и ударной розеткой, которое должно находиться в пределах 110-150 мм в не заторможенном состоянии поезда. Суммарный зазор между передним упором и упорной плитой, и задним упором и корпусом аппарата должен быть не более 5 мм. Передний и задний упоры (см. рис. 1, фото). Передний 9 и задний 1 упоры (объединенные упорные угольники), расположенные между вертикальными стенками хребтовой балки, передают нагрузку на раму вагона, при этом тяговые усилия от поглощающего аппарата передаются на передний упор через упорную плиту 7, а задний упор воспринимает ударные нагрузки непосредственно от корпуса поглощающего аппарата.

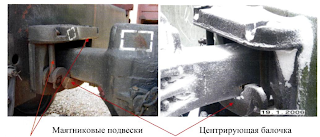
Ударная розетка (см. рис. 1, фото). Ударная розетка 9 предназначена для усиления концевой балки вагона и восприятия в некоторых случаях части удара непосредственно от автосцепки наряду с поглощающим аппаратом. Ударная розетка объединена с передним упором в одной отливке, в верхней части имеет отверстия для прохода нижних и опорные площадки для верхних головок маятниковых подвесок, ребра для восприятия ударов от головки автосцепки, а в нижней части углубление для ограничения продольных перемещений центрирующей балочки.

Центрирующий прибор (см. рис. 1, фото). Центрирующий прибор, состоящий из двух маятниковых подвесок 11 и центрирующей бал очки 12. Центрирующая балочка имеет плоскость, переходящую в расположенный под прямым углом к ней ограничитель, который при установке балочки на вагон, заходит за вертикальную стенку ударной розетки. Ограничитель удерживает балочку на месте во время продольных перемещений автосцепки, а боковые ограничители не допускают выхода автосцепки за пределы опорной плоскости при отклонении ее в приподнятом состоянии. Крюкообразными выступами балочка опирается на маятниковые подвески. Автосцепки восьмиосных и длиннобазных вагонов являются полужесткими, т. имеют ограничители, препятствующие разъединению их при больших относительных перемещениях, в том числе и при прохождении горба сортировочных горок. В центрирующем приборе этих вагонов находится подвижная плита с направляющими, на которую опирается корпус автосцепки. Подвижная плита опирается на пружины (см. фото выше), которые предварительно затянуты болтами. Возврат сцепных приборов в центральное положение после горизонтальных отклонений осуществляется за счет удлиненных маятниковых подвесок.
Расцепной привод (см. рис. 1, фото). Расцепной провод служит для расцепления автосцепок и постановки механизма автосцепки в положение на «буфер» (соединение автосцепок без сцепления) и состоит из расцепного рычага 3, цепи 14, фиксирующего 2 и поддерживающего кронштейнов 10, укрепленных на концевой балке рамы вагона болтами с гайками, контргайками и шплинтами. Расцепной рычаг предназначен для расцепления автосцепки, имеет короткое плечо с отверстием для регулировочного болта, стержень и рукоятку. Между стержнем и коленом приварен ограничитель перемещений. Поддерживающий кронштейн поддерживает расцепной рычаг, стержень которого проходит через отверстие в нем. Фиксирующий кронштейн удерживает рычаг в расцепленном и нормальном положениях. В нормальном положении плоская часть расцепного рычага находится в прямоугольном пазу отверстия
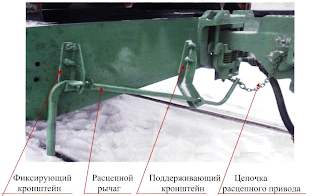
Цепь расцепного привода состоит из регулировочного болта с гайкой, контргайкой и шплинтом, круглого звена, удлиненного звена для соединения с валиком подъемника автосцепки и промежуточный звеньев. Длина цепи считается нормальной, если при таком положении автосцепки и рычага замок утоплен в карман и не выступает за плоскость ударной стенки зева. Если при постановке рычага «на буфер» замок полностью утоплен в карман и упирается в серповидный прилив с внутренней стороны стенки малого зуба, то цепь коротка и, ее надо удлинить за счет свертывания гайки с регулировочного болта, а в случае нехватки длины болта нарастить цепь новыми промежуточными звеньями. При длинной цепи, когда рычаг установлен на полочку кронштейна (положение «на буфер»), а замок не ушел в карман корпуса и выступает за ударную стенку зева, цепь укорачивают подкручиванием гаек регулировочного болта, а при недостатке длины резьбы уменьшают число звеньев цепи. При этом все звенья цепи, по окончанию регулировки длины ее, должны быть заварены газовой сваркой (электросварку разрешается применять только для удлиненного соединительного звена). Поддерживающая планка (см. рис. 1, фото). Поддерживающая планка 4 удерживает тяговый хомут в горизонтальном положении, а через него корпус автосцепки на определенной высоте от головки рельса, крепится к нижним полкам хребтовой балки восемью болтами диаметром 22 мм с гайками, контргайками и шплинтами. Допускается крепление десятью болтами диаметром 20 мм. Имеет привалочную и опорную плоскости. В зависимости от конструкции вагона планки устанавливаются прямые или изогнутые вниз или выгнутые вверх.

Тяговый хомут ( см. рис. 1, фото). Тяговый хомут 6 через клин 8 передает поглощающему аппарату тяговое усилие от автосцепки, состоит из головной и задней опорной частей, которые соединены между собой верхней и нижней тяговыми полосами. Внизу головной части находятся приливы с отверстиями для болтов, поддерживающих клин. В автосцепном устройстве восьмиосных вагонов соединение автосцепки с тяговым хомутом выполнено посредством цилиндрического валика, при этом между валиком и хвостовиком автосцепки устанавливается вкладыш, а валик удерживается от выпадения с помощью планки, проходящей через отверстия в переднем упоре. Расстояние между внутренними поверхностями соединительных планок увеличено, что позволяет автосцепке отклоняться от продольной оси на больший угол. Расстояние между верхней и нижней тяговыми полосами 252 мм, что необходимо для размещения поглощающего аппарата типа Ш-2-Т.

Клин тягового хомута. Клин тягового хомута в нижней части имеет заплечики, которые удерживают его от выжимания вверх, упираясь в кромки отверстия хомута.
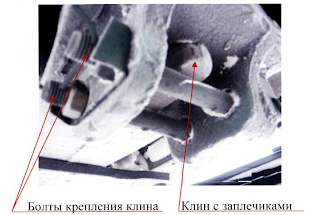
Клин вставляют снизу через отверстие в головной части хомута и хвостовика автосцепки и устанавливают два болта 1, под которые устанавливают запорную шайбу 6, разгибая ее до упора в нижнюю тяговую полосу хомута (в целях исключения поднятия болтов выше предохранительного козырька). Под гайки 2 болтов 1 устанавливают запорную планку 3, которую после затяжки гаек и постановки проволочного фиксатора 4 длинной 120 мм загибают на грани гаек. Для дополнительной блокировки болтов со стороны их головок, к приливу тягового хомута привариваются стенки 5, (стенки могут быть отлиты при изготовлении хомута) и через отверстия в них пропускается проволока 7 диаметром 5 мм, концы которой загибают под углом не менее 90 °.
В автосцепном устройстве с поглощающим аппаратом бесхомутовой конструкции типа Ш-6-ТО-4 соединение автосцепки с тяговым хомутом выполнено посредством клина без заплечиков. Поскольку отверстия под клин хомутовой части этих аппаратов имеют увеличенные размеры и клин с заплечиками может попасть в отверстие, нарушив тем самым взаимодействие деталей, устанавливают поддерживающую планку 8 через отверстия, в которой пропускают поддерживающие болты, закрепляя их от выпадания, как указано выше. Головки и торцы болтов окрашивают белой краской. Запрещается наличие клина с заплечиками, отсутствие предохранительной планки в узле крепления тягового хомута, выход вкладышей крепления крышки поглощающего аппарата за наружные плоскости боковых стенок корпуса.
В связи с затрудненным доступом осмотра состояния клина поглощающего аппарата Ш-6-ТО-4 ОРВ обязаны обращать особое внимание на вагоны, имеющие окрашенные головки болтов крепления клина аппарата, в момент их перестановки (выводки) из сортировочного парка в парки отправления или при прибытии поезда на станцию. Во время осмотра вагонов поезда сходу ОРВ должны контролировать выход автосцепки более установленного размера (т. возможный излом клина в процессе роспуска с сортировочной горки с нарушением технологии роспуска и др.
Крепление клина тягового хомута поглощающего аппарата Ш-6-ТО-4 В связи с тем, что клин тягового хомута в отличие от серийной установки перемещается по удлиненному отверстию, во избежание выпадения клина и истирания крепежных болтов, необходимо особое внимание обращать на наличие планки, а также на наличие на планке металлической стружки. Внешние признаки излома соединительного клина поглощающего аппарата Ш-6-ТО-4:
Типовое крепление автосцепки СА-ЗМ с поглощающим аппаратом Ш-2-Т осуществляется валиком (Ф=90мм, длиной 307мм). Сначала устанавливается вкладыш, затем валик тягового хомута. Валик удерживается поддерживающей планкой, которая вставляется, в специальный паз в боковой стенке хребтовой балки и фиксируется передним кронштейном торсиона, закрепляемым двумя болтами М 16×45 с корончатыми гайками.
е) Опорные части предназначены для передачи сил от упряжного устройства на раму. Состоят из передних и задних упоров крепятся к хребтовой балке заклёпками. Расстояние между упорами 622-625мм.
Технические требования к автосцепному устройству.
Запрещается постановка в поезда вагонов, у которых автосцепка имеет хотя бы одну из следующих неисправностей:
трещина корпуса автосцепки;
трещина тягового хомута;
излом клина тягового хомута или валика, неисправное или нетиповое их крепление;
излом или трещина центрирующей балочки, маятниковых подвесок, неправильно поставленные маятниковые подвески (широкими головками вниз), излом пружин, отсутствие гаек или обрыв болтов, центрирующего прибора, выбит или отсутствует торсион;
износ или другие повреждения корпуса и механизма сцепления, при которых возможен саморасцеп автосцепок;
провисание автосцепки более 10мм, завышение более 3мм (замеряют расстояние от головок рельса до литейного шва у входа хвостовика в розетку и в 15мм от кромки малого зуба);
разор между потолком розетки и хвостовиком корпуса автосцепки менее 25мм;
трещина, излом или нетиповое крепление поддерживающей планки, упоров, упорной плиты, кронштейнов расцепного привода, валика подъёмника;
высота оси автосцепки над уровнем головок рельсов у локомотивов, порожних грузовых и пассажирских более 1080мм, у гружёных грузовых и локомотивов менее 950мм, у пассажирских с пассажирами менее 980мм, у восьмиосных менее 990мм;
разность по высоте между продольными осями сцепленных автосцепок (между центрами) более 100мм, между локомотивом и первым гружёным вагоном более 110мм, между локомотивом и первым пассажирским более 100мм, между пассажирскими более 70мм (до 120км/ч);
разность высот автосцепок по концам вагона более 25мм;
замок автосцепки отстоит от наружной вертикальной кромки малого зуба более 8мм или менее 1мм (ЦВ-494);
Технические требования
1 Конструкция и размеры автосцепки СА-3, тягового хомута и клина тягового хомута должны обеспечивать возможность их постановки на железнодорожный подвижной состав в соответствии с ГОСТ 3475.
2 Контур зацепления автосцепки СА-3 должен соответствовать ГОСТ 21447.
3 Изготовление литых деталей автосцепки СА-3, включая корпус автосцепки, замок, замкодержатель, подъемник, валик подъемника, тяговый хомут осуществляют по ГОСТ 22703.
ПРОЕКТЫ ГРУППЫ КОМПАНИЙ «Регионального Центра Инновационных Технологий» Инструкция по ремонту и обслуживанию автосцепного устройства подвижных железных дорог Глава 2. ПОЛНЫЙ ОСМОТР
Тяговый хомут автосцепки СА-3
2 Перемычку отверстия для клина тягового хомута наплавляют, если ее толщина менее 50 мм. Наплавку выполняют со стороны отверстия для клина с таким расчетом, чтобы после обработки толщина перемычки была не менее 58 мм и не более 61 мм. После наплавки и обработки отверстия проверяют проходным шаблоном 861р-м. Хомут негоден, если шаблон не проходит через верхнее отверстие (рисунок 2. 58, а) или через нижнее отверстие (рисунок 2. 58, б) для клина. Если шаблон проходит через оба отверстия (рисунок 2. 58, в), то хомут исправен.
3 Длину хомута, т. расстояние от передних кромок отверстий для клина до опорной поверхности корпуса поглощающего аппарата, проверяют шаблоном 920р-1, который плотно прижимают к передним кромкам отверстий для клина (рисунок 2. 59, а). Зазор а, определяемый перемещениями движка, допускается не более 3 мм при выпуске из капитального ремонта и не более 5 мм при остальных видах периодического ремонта подвижного состава. Если толщина перемычки находится в пределах 58-61 мм, но длина тягового хомута не отвечает требованиям проверки шаблоном 920р-1, то должна быть произведена наплавка поверхности в месте опоры корпуса поглощающего аппарата с последующей проверкой тем же шаблоном.
5 Тяговые хомуты отлитые до 1970 г. ремонту не подлежат и изымаются из эксплуатации.
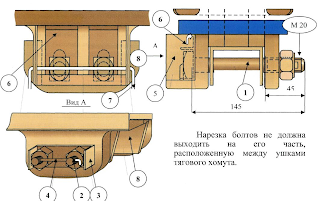
7 Резьба болта не должна выходить на его часть, +5 расположенную между ушками тягового хомута, и составляет 42 мм.
8 Ремонтировать болты, поддерживающие клин, не разрешается.
9 Для надежного запирания болтов, поддерживающих клин тягового хомута, должно быть обеспечено их типовое крепление (рисунок 2. 61).
Тяговый хомут автосцепки СА-3М
10 Высота а проема в головной части хомута (рисунок 2. 62) допускается не более 191 мм. Изношенные поверхности наплавляют и затем обрабатывают с доведением высоты проема до 185- 186 мм.
11 Диаметр d отверстия для валика допускается не более 97 мм. Изношенные стенки отверстий наплавляют с последующей обработкой и доведением диаметра до 92 мм. Разрешается растачивать отверстия и запрессовывать в них втулки с наружным диаметром 102 мм.
12 Длина б хомута, т. расстояние от опорной поверхности корпуса поглощающего аппарата до передних кромок отверстий для валика, допускается не более 812 мм. После наплавки и обработки изношенных мест длина должна быть 806-809 мм.
13 В остальном тяговый хомут автосцепки СА-ЗМ должен отвечать требованиям, которые предъявляются к хомуту автосцепки СА-3.
14 Для равномерного износа тяговых полос и поверхностей проема разрешается перевертывать хомут неизношенной тяговой полосой вниз, если отверстия для валика были отремонтированы согласно п. 11 настоящей Инструкции.
1 Клин тягового хомута считают негодным при наличии одного из следующих дефектов: а) трещина независимо от ее размера и места расположения; б) ширина а (рисунок 2. 63) в любом сечении менее 90 мм при всех видах периодического ремонта грузового подвижного состава и при капитальном ремонте пассажирского подвижного состава и менее 88 мм при остальных видах периодического ремонта пассажирского подвижного состава; в) толщина б менее 28 мм в наиболее изношенном сечении (толщина клина в местах облегчения не контролируется, облегчающая выемка допускается только со стороны буртика); г) изгиб более 3 мм; д) высота клина менее 305 мм; е) высота ограничительных буртиков менее 15 мм. Клин тягового хомута, не имеющий буртиков (для поглощающего аппарата Ш-6-ТО-4У-120), считают негодным при наличии какого-либо из дефектов, перечисленных в подпунктах а-д. Ремонтировать неисправный клин тягового хомута не разрешается.
2 Упорная плита подлежит восстановлению наплавкой, если толщина ее в средней части менее 55 мм при капитальном ремонте и менее 53 мм при остальных видах периодического ремонта подвижного состава. После ремонта толщина плиты должна быть 57-59 мм. Плита с трещиной подлежит замене.
3 Износ или перекос опорных поверхностей упоров 1 (рисунок 2. 64) хребтовой балки не более 3 мм допускается оставлять без исправления. Поверхности с большим износом должны быть восстановлены наплавкой с последующей обработкой. При износе более 5 мм вместо наплавки разрешается приваривать планки соответствующих размеров.
Расстояние между передними и задними упорами а должно быть в пределах 622-625 мм, между боковыми гранями упорных поверхностей (в направлении между стенками хребтовой балки) не менее 205 мм и не более 220 мм у передних упоров б и не менее 165 мм и не более 220 мм у задних в.
4 Крепление поддерживающей планки осуществляется восемью болтами диаметром 22 мм с гайками, контргайками и шплинтами. Допускается постановка десяти болтов диаметром 20 мм. Износ поддерживающей планки по толщине допускается не более 4 мм. Изношенную сверх этого поверхность восстанавливают наплавкой с последующей обработкой. Заварка трещин в поддерживающей планке не допускается.
5 Валик тягового хомута, упорная плита, вкладыш и поддерживающая планка автосцепки СА-ЗМ (рисунок 2. 65) признаются негодными при наличии в них трещин независимо от величины и места расположения или одного из следующих дефектов: а) диаметр а валика 1 в любом сечении менее 87 мм или изгиб более 2 мм. Ремонтировать валик тягового хомута не разрешается; б) толщина б упорной плиты 2 менее 44 мм. Плиту с износом более допускаемого восстанавливают наплавкой с доведением толщины до 48-49 мм; в) толщина в вкладыша 3 менее 44 мм, высота г менее 178 мм. Вкладыш с износом более допускаемого восстанавливают наплавкой с доведением толщины до 47-48 мм и высоты до 182 мм. г) износ поддерживающей планки 4 более 3 мм. При износе более 3 мм изношенные места восстанавливают наплавкой и обрабатывают заподлицо с неизнашиваемой поверхностью.
6 Валик паровозной розетки негоден, если в нем имеются трещина, изгиб более 2 мм, или его диаметр менее 74 мм при капитальном и менее 72 мм при других видах ремонта.
Детали центрирующего прибора автосцепки с жесткой опорой для хвостовика
Местные износы на корпусе розетки (от соприкосновения сцентрирующей балочкой и корпусом автосцепки) глубиной до 5 мм разрешается оставлять без наплавки с плавным выводом на литую поверхность. Центрирующая балочка
Скобой с вырезом (57+0,1) мм контролируют допускаемую высоту балочки в средней части. Если скоба входит полностью в центральной части балочки (на глубину 15 мм), то балочка по высоте подлежит наплавке (в месте опоры хвостовика автосцепки) и последующей обработке. После ремонта изношенных поверхностей крюкообразные опоры со стороны прорезей для маятниковых подвесок должны быть закруглены (радиус закругления 3-5 мм), расстояние а должно быть не менее 35 мм. При расстоянии а менее 35 мм допускается применять перемычки 1 (планки) между крюкообразными опорами, препятствующие выходу маятниковых подвесок из-под крюкообразных опор при подъеме автосцепки до упора в розетку (рисунок 2. 68). Перемычки длиной 65 +/-3мм, шириной 12 +/-3 мм и толщиной 6 мм изготавливают из стали 3 и приваривают на расстоянии от 10 до 20 мм от нижнего края крюкообразной опоры, при этом перемычки не должны выступать за боковую поверхность опор со стороны вагона. Центрирующие балочки для пассажирских вагонов должны иметь перемычки между крюкообразными опорами длиной 80 мм, шириной 12 мм и толщиной 6 мм.
4 Заварка трещин в маятниковых подвесках не допускается. Изношенные места восстанавливают наплавкой с последующей обработкой и проверкой шаблонами 778р или 781р.
Детали центрирующего прибора автосцепки с подпружиненной опорой для хвостовика
5 Подлежат восстановлению наплавкой с последующей обработкой изношенные поверхности: а) крюкообразных опор балочки 1 для маятниковых подвесок (рисунок 2. 70) при износе в месте а более 3 мм; б) ограничительных выступов б центрирующей балочки при износе по ширине свыше 4 мм в месте их соприкосновения с поддерживающей плитой; в) поддерживающей плиты 2, если ширина в ее выемки превышает 48 мм в месте соприкосновения с ограничительными выступами; г) в других местах балочки при износе более 3 мм.
6 Заваривать трещины в центрирующей балочке и поддерживающей плите можно в том случае, если после вырубки трещины рабочее сечение детали уменьшается не более чем на 25 %.
7 Фиксатор 3 с износом стержня по диаметру менее 2 мм разрешается оставлять без ремонта. Допускается производить наплавку с последующей обработкой поверхностей г головки фиксатора при условии, что в изношенном месте ее высота не менее 10 мм. Наплавленный металл не должен доходить до стержня фиксатора на 3-5 мм во избежание подреза. Заварка трещин в фиксаторах не допускается.
8 При сборке центрирующего прибора необходимо использовать пружины высотой не менее 238 мм для балочек с диаметром прутка пружины 14 мм и не менее 218 мм с диаметром прутка пружины 12 мм. Разница по высоте двух пружин установленных в центрирующей балочке не должна быть более 2 мм.
9 Маятниковые подвески с расстоянием между головками более 253 мм подлежат восстановлению наплавкой с последующей обработкой. Заварка трещин в маятниковых подвесках не допускается.
10 Центрирующие балочки, затяжка пружин в которых осуществляется стяжными болтами, подлежат изъятию из эксплуатации. Детали центрирующих приборов с нестандартным передним упором
11 Детали центрирующих приборов с нестандартным передним упором (розеткой) на локомотивах и специальном подвижном составе ремонтируют при износе свыше 5 мм в соответствии с требованиями инструкций по эксплуатации и ремонту заводов-изготовителей, согласованными с владельцами инфраструктуры.
Паровозная розетка
12 Заваривать трещины в паровозной розетке не разрешается.
13 Стенки отверстия для валика, изношенные по диаметру более чем на 4 мм, должны быть наплавлены с последующей расточкой отверстия до альбомных размеров. Разрешается в отверстие для валика запрессовывать стальную втулку с наружным диаметром 86 мм. Перед постановкой втулки отверстие растачивают, после запрессовки втулку приваривают к плоскости розетки.
14 Опорный козырек для автосцепки при износе более 3 мм восстанавливают наплавкой с последующей механической обработкой. Опорная поверхность козырька должна быть перпендикулярна к вертикальной оси отверстия для валика.
15 Изношенные более чем на 3 мм места центрирующих стаканов должны быть восстановлены наплавкой с последующей обработкой до альбомных размеров.
16 Пружину центрирующего устройства высотой менее 235 мм ставить в розетку нельзя. Излом оттянутого конца пружины не более 1/3 длины окружности не служит причиной браковки.
17 Болты крепления розетки диаметром менее 50 мм должны быть заменены. Наплава изношенных болтов и заварка каких-либо дефектов на них не допускается. Ослабшие заклепки лапчатых болтов должны быть переклепаны.
Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Утверждена распоряжением от 28 декабря 2010 г. N 2745р
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 535-2005 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 3475-81 Устройство автосцепное подвижного состава железных дорог колеи 1520 (1524) мм. Установочные размеры
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5267. 0-90 Профили горячекатаные для вагоностроения. Общие технические условия
ГОСТ 5915-70 Гайки шестигранные класса точности В. Конструкция и размеры
ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 7798-70 Болты с шестигранной головкой класса точности В. Конструкция и размеры*
* В Российской Федерации применяют в части болтов с мелким шагом резьбы и резьбой не на всей длине стержня ГОСТ Р ИСО 8765-2013 «Болты с шестигранной головкой с мелким шагом резьбы классов точности А и В. Технические условия», в части болтов с мелким шагом резьбы и резьбой до головки: ГОСТ Р ИСО 8676-2013 «Винты с шестигранной головкой с мелким шагом резьбы. Классы точности А и В», в части болтов с крупным шагом резьбы и резьбой до головки: ГОСТ Р ИСО 4017-2013 «Винты с шестигранной головкой. Классы точности А и В», в части болтов с крупным шагом резьбы и резьбой не на всей длине стержня: ГОСТ Р ИСО 4014-2013 «Болты с шестигранной головкой. Классы точности А и В».
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 15526-70 Гайки шестигранные класса точности С. Конструкция и размеры
ГОСТ 21447-75 Контур зацепления автосцепки. Размеры
ГОСТ 22703-2012 Детали литые сцепных и автосцепных устройств железнодорожного подвижного состава. Общие технические условия
ГОСТ 26645-85 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку*
* В Российской Федерации применяют ГОСТ Р 53464-2009 «Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку».