 Вход — sdo.rzd.ru/lms
Вход — sdo.rzd.ru/lms ПРАВИЛА «КАНБАН»
Для реализации принципа «точно вовремя» с помощью карточек «канбан» необходимо соблюдать ряд правил.
Правило 1. Последующий технологический этап должен «вытягивать» необходимые изделия с предшествующего этапа в необходимом количестве, в нужном месте и строго в установленное время.
Если один руководитель, ответственный за производство, захочет в одиночку внедрить систему «канбан» на предприятии, его положение будет настолько шатким, что он не сможет в одиночку реализовать даже правило 1. Чтобы применить это правило, администрация фирмы должна убедить в необходимости его неукоснительного соблюдения всех рабочих и перестроить всю цепочку производства, транспортировки и материальных потоков. Это решение, возможно, будет встречено большим сопротивлением, так как правило 1 требует полной перестройки традиционной системы производства.
Правило 1 имеет следующие дополнения:
— любое перемещение изделий без карточек «канбан» запрещается;
— любой отбор, превышающий количество карточек «канбан», запрещается;
— количество карточек «канбан» должно всегда строго соответствовать количеству продукции.
Следует отметить, что для внедрения системы «канбан» в производство должны быть созданы следующие предпосылки: сбалансированность производства, новая организация технологических процессов и их стадий и нормирование работ.
Сбалансированность производства, или слабоколеблющаяся дневная выработка продукции, является необходимым условием снабжения всех технологических этапов небольшими партиями комплектующих изделий и материалов. Это является наиболее важным обстоятельством при реализации правила 1. Например, если система «канбан» будет применяться только для получения продукции от поставщиков при отсутствии сбалансированности на собственных производственных линиях, «канбан» превратится в весьма опасное средство и его первоначальная цель утратит свое значение. Фирмам-поставщикам придется иметь большие запасы продукции, а следовательно, и дополнительное оборудование и «свободную» рабочую силу, чтобы удовлетворить постоянно меняющийся спрос со стороны фирм — потребителей их продукции. Однако, даже применяя правило 1, безукоризненного действия системы «точно вовремя» добиться нелегко, потому что «канбан» сама по себе представляет лишь средство оперативного управления информационными и материальными потоками на предприятии. Поэтому, прежде чем приступить к оперативному управлению производством с помощью карточек «канбан» на всем предприятии, необходимо заранее ввести сквозное планирование процессов производства. Для этого на фирме «Тоёта» ежемесячно доводится до сведения каждого цеха и каждого поставщика производственный план на следующий месяц по номенклатуре и количеству изделий, чтобы они в свою очередь могли заранее рассчитать свое штучное время, потребности в рабочей силе, материальных запасах, а также внести необходимые изменения в производственные процессы и т. На основе подобных всеобъемлющих планов по всем производственным процессам на предприятии можно начать применять правило 1.
В связи с методами отбора деталей по системе «канбан» следует упомянуть о двух ее особенностях. На фирме «Тоёта» существуют две системы заказа продукций с предшествующих стадий и участков: с постоянным объемом партии, но с разной периодичностью поставки, и с постоянной периодичностью поставки, но с разными объемами партии. Подробно об этом рассказывается в приложении 1. Сейчас рассмотрим два примера отбора: метод отбора и поставки партии из различных деталей постоянного количества и метод поставки через регулярные отрезки времени по замкнутому маршруту со смешанной загрузкой.
Автопогрузчик — «Юла». Водяной жук — насекомое, крутящееся юлой по водной поверхности. Водителя автопогрузчика на заводе «Тоёта» также зовут «водяным жуком», так как он все время курсирует между участками. Например, когда необходимо забрать детали, нужные для сборки небольшой партии приводов подачи топлива (5 шт. составляют партию), водитель объезжает различные складские помещения на производственных участках механической обработки и берет детали, требуемые для производства партии приводов. Транспортирование деталей автопогрузчиком-«Юлой» представляет собой пример отбора постоянных по объему партии деталей.
Система снабжения с постоянной периодичностью поставок по замкнутому маршруту со смешанной загрузкой. Этим методом пользуются внешние поставщики фирмы. Поскольку речь идет о получении деталей от фирм-поставщиков, доставка осуществляется самими этими фирмами. Соблюдение сроков поставки деталей особенно важно, поскольку продукция комплектуется небольшими партиями, которые поступают через небольшие промежутки времени.
Например, четыре поставщика комплектующих изделий фирмы А, В, С и D, расположенные в одном районе, должны доставлять свою продукцию иа фирму «Тоёта» малыми партиями четыре раза в день. Хотя такие частые поставки могут существенно снизить уровень материальных запасов у поставщика, это практически неосуществимо для каждого отдельно взятого изготовителя из-за высоких транспортных издержек.
Поэтому первая доставка деталей — к 9 ч утра может быть выполнена поставщиком А, который на своем транспорте одновременно доставит и детали фирм В, С и D. Аналогично может поступить и фирма, которая обеспечивает доставку продукции к 11 ч утра своей продукции и продукции фирм А, С и D. Третью доставку продукции всех четырех поставщиков осуществит фирма С к 14 ч. В этом и заключается идея снабжения с постоянной периодичностью поставки по круговому маршруту со смешанной загрузкой транспорта.
Однако в США такую систему бывает сложно внедрить, так как фирмы-поставщики территориально расположены далеко друг от друга и фирма А может находиться на большом расстоянии от фирм В, С и D. Для того чтобы систему «канбан» можно было применить в США, необходимо внести в нее некоторые дополнения: привлекать в качестве поставщиков фирмы, расположенные рядом с заказчиком, снизить уровень зависимости от внешних поставщиков или поручать поставщикам доставку комплектующих изделий более крупными партиями. Чтобы поставщики могли эффективно выполнять такие заказы, они также должны внедрить у себя производственную систему «Тоёта» и сократить время исполнения заказа.
Правило 2. На участке производства выпускается такое количество изделий, какое «вытягивается» последующим участком.
Когда соблюдаются правила 1 и 2, все технологические процессы начинают работать как единый конвейер. Синхронизация производства по времени на всех участках поддерживается благодаря строгому соблюдению этих двух правил. Если возникнут какие-то неполадки на одном из производственных участков, может остановиться весь процесс производства, но синхронность выпуска по-прежнему сохранится. Таким образом, производственная система «Тоёта» является организационной структурой, которая создает возможность организовать производство как единый конвейер. В результате промежуточные материальные запасы на каждом участке будут минимальны.
Правило 2 имеет дополнения:
* производство в больших количествах, чем указано в карточках «канбан», запрещается;
* различные детали должны изготавливаться на производственных участках в той последовательности, в какой подавались карточки «канбан».
Так как на последующем участке для выравнивания объема производства требуются единичные поставки или небольшие партии изделий, это значит, что на предшествующем участке продукция должна производиться по мере поступления заказов с последующей стадии. Поэтому на предшествующем этапе заказы должны выполняться максимально быстро.
Правило 3. Бракованная продукция никогда не должна поступать на последующие производственные участки.
Система «канбан» расстраивается, если не будет соблюдаться это правило. Если несколько бракованных деталей будет обнаружено на последующем этапе, то процесс автоматически останавливается, так как на линии на этот случай не предусмотрено никаких специальных запасов изделий, а брак возвращается на предшествующий участок исполнителям. Такая остановка видна каждому, так как система основана на автономном контроле качества непосредственно на рабочем месте. Его цель заключается в простом предотвращении повторного брака.
Отрицательные последствия брака можно оценить только в комплексе с операциями по его исправлению. Брак нарушает нормирование и последовательность работ, ведет к увеличению ручного труда и неэффективному использованию рабочего времени. Следовательно, чтобы обеспечить ритмичную поставку продукции на последующие стадии, брака быть не должно. Таким образом, стандартизация качества и нормирование работ является одной из предпосылок функционирования системы «канбан».
Правило 4. Число карточек «канбан» должно быть минимальным.
Учитывая, что число карточек «канбан» отражает максимальный запас деталей и узлов, их число должно быть по возможности минимальным. Фирма «Тоёта» рассматривает рост материальных запасов как источник безвозвратных потерь.
Право изменить количество карточек «канбан» принадлежит руководителям производственных участков — среднему управленческому персоналу. Если руководитель совершенствует организацию производства на своем участке путем сокращения размера партии и снижает время реализации заказа, то число необходимых карточек «канбан» может быть уменьшено. Такое совершенствование организации работ на каждом производственном участке способствует выполнению правила 4. Если же необходимо стимулировать ответственность руководителя, ему прежде всего поручается определить необходимое количество карточек «канбан».
Общее число карточек каждой разновидности сохраняется постоянным. Следовательно, если средний ежедневный спрос вырос, то время реализации заказа должно уменьшаться. Это требует сокращения штучного времени путем изменения расстановки рабочих. Однако, поскольку число карточек «канбан» остается постоянным или администрация цеха окажется неспособной усовершенствовать организацию производства, ей придется либо остановить конвейер, либо прибегнуть к сверхурочным работам. Рабочим фирмы «Тоёта» практически невозможно скрыть недостатки организации производства в цехе, так как система «канбан» наглядно демонстрирует их, вынуждая останавливать производственную линию или заставляя прибегать к сверхурочным работам, что быстро мобилизует творческую активность рабочих для решения этих проблем. Цехи могут увеличить резервный запас (задел) или общее число карточек «канбан», чтобы приспособиться к возросшему спросу. В результате размер задела может быть показателем эффективности работы цеха.
Правило 5. Карточки «канбан» должны использоваться для приспособления производства к небольшим колебаниям спроса («точная настройка» с помощью системы «канбан»).
«Точная настройка» производства с помощью карточек «канбан» становится возможной в связи с одним из наиболее примечательных свойств системы «канбан»: ее приспособляемостью к неожиданным изменениям спроса или потребностей производства.
Что означает приспосабливаться к таким изменениям в фирмах, которые используют традиционную систему управления производством? Этим фирмам не хватает оперативных рычагов управления для обеспечения непрерывной работы при неожиданных изменениях спроса. Традиционные системы управления производством основаны на централизованно составленных производственных графиках, которые поступают одновременно во все цеха. По этой причине неожиданные изменения спроса найдут отражение в производственных графиках по крайней мере через 7—10 дней, необходимых для пересмотра графиков и доведения их до заводских подразделений — это время необходимо для накопления скорректированных данных и их анализа с применением ЭВМ. В результате различные технологические участки время от времени сталкиваются с резкими изменениями производственных заданий. Эти проблемы осложняются из-за отсутствия механизма быстрого маневрирования объемами выпуска.
На фирмах, где используют систему «канбан», напротив, не составляют подробных месячных производственных графиков для всех технологических стадий. На каждом участке получают производственное задание только тогда, когда карточка заказа «канбан» открепляется от контейнера на его складе. Только на сборочном конвейере имеется график последовательности выпуска продукции на смену, и этот же график демонстрируется на дисплее ЭВМ, которая определяет и информирует — какой тип узла или агрегата ставится на автомобиль. В итоге, хотя по предварительному месячному плану необходимо было изготовить в течение дня 6 узлов А и 4 узла В, к концу дня это отношение может быть изменено; никто не пересматривает сменные графики для всех участков производства. Эти изменения происходят естественным путем и определяются спросом на рынке и производственной необходимостью — в соответствии с количеством открепленных карточек «канбан». Здесь мы видим значение «точной настройки» производства. Там, где используются карточки «канбан» и производство выровнено, весьма просто и отреагировать на изменения рыночного спроса, выпустив дополнительное количество (сверх графика) узлов или деталей. Например, в январе по плану должно изготавливаться 100 узлов в день, но 10 января стало известно, что в феврале потребуется ежедневно изготавливать не 100, а 120 узлов. Система «Тоёта» позволяет уже с 11 января ежедневно изготавливать не 100, как планировалось, а 105 или 107 узлов в день. Для этого не потребуется сохранять ранее запланированный выпуск (100 узлов в день) в течение недели или 10 дней, пока не будет пересмотрен план, как это практикуется при традиционных методах управления производством. Более того, в системе «Тоёта» даже не ощутится изменение плана, так как объем производства на каждой технологической стадии регулируется карточками «канбан».
Такая «точная настройка» с помощью системы «канбан» позволяет приспосабливать производство лишь к небольшим колебаниям спроса. Система «Тоёта» позволяет приспосабливаться к колебаниям спроса в пределах 10 % за счет изменений частоты перемещений карточек «канбан», не меняя их общего количества.
В случае сравнительно большого сезонного изменения спроса на рынке или же при повышении или снижении месячного спроса все ранее составленные планы для каждой производственной линии должны быть пересмотрены. Это означает, что штучное время в каждом цехе должно быть пересчитано и соответственно изменено количество рабочих, занятых на каждом производственном участке. В противном случае придется повышать или понижать общее количество всех видов карточек «канбан».
Для того чтобы справиться с пиками колебаний спроса на продукцию в течение года, руководству фирмы необходимо принять решение: либо выдержать средний уровень выпуска продукции по среднегодовому объему продаж или составить гибкий план переналадок всех производственных линий в соответствии с сезонными изменениями спроса. Наконец, говоря о гибкости системы «канбан», необходимо отметить, что она может также быть применена для регулирования выпуска деталей, которые используются относительно редко, хотя их резервный запас в этом случае будет несколько выше. Хотя перемещение карточек «канбан» происходит через одинаковые промежутки времени, количество карточек для каждого типа противовесов будет в известной степени колебаться в зависимости от изменений спроса. Тем не менее, если мы хотим свести до минимума колебания количества карточек «канбан», то мы должны каким-нибудь образом усовершенствовать сам производственный процесс.

Канбан — это система постановки задач, при которой все этапы проекта визуализируются на специальной доске. Члены команды могут видеть текущее состояние задачи на любой момент времени. Это предполагает полную прозрачность работы.
Kanban относят к agile-подходам — «гибким» технологиям, предназначенным для разработки программного обеспечения.
Цель системы канбан — сделать проект наглядным, отследить готовность работ и проконтролировать нагрузку специалистов.
Для упрощения контроля рабочий процесс визуализируют на доске, поделенной на колонки. Каждая колонка — это текущее состояние работ. Непосредственно задачи отображают в канбан-карточках — там можно прочитать их описание, уровень важности и дополнительную информацию. Когда задача завершает определённый этап, карточку с её описанием переносят в соответствующую колонку. Взглянув на доску, можно сразу понять, как обстоит ситуация с проектом.
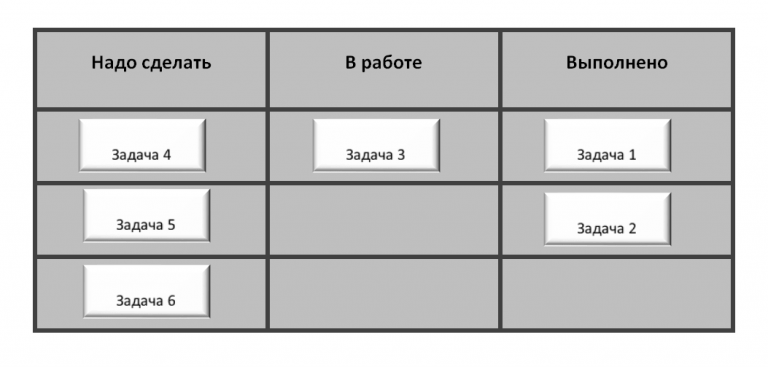
Пример структуры канбан-доски
Канбан-доски бывают физическими и электронными. В первом случае это обычная доска со столбцами. Задания пишут на стикерах и наклеивают в нужный раздел, перемещая по мере необходимости. Электронные доски обладают аналогичными функциями, но по сравнению с физическими всегда доступны — удалённые сотрудники могут непрерывно участвовать в рабочем процессе.
- Taskify. Аскетичный сервис, предусматривающий деление доски на три колонки — «Общий список», «В процессе» и «Выполнено». Taskify доступен без регистрации любому числу пользователей.
- Asana. Это платформа для управления проектами с расширенным функционалом. Канбан-доска — один из предлагаемых инструментов. У сервиса есть платная и бесплатная версии. Преимущество Asana — интеграция с большим количеством приложений.
В самом простейшем варианте канбан-доску делят на три столбца с задачами:
- К выполнению (to do).
- В процессе выполнения (doing).
Приведённая структура kanban — всего лишь образец. Для разных проектов можно добавлять другие столбцы. Например, в сфере разработки программного обеспечения канбан-доска может иметь следующие колонки задач:
- Бэклог — общий список.
- Разработка — задачи в работе.
- Тест — на проверке у тестировщика.
- Проверка — отправленные на утверждение менеджеру проекта.
- Готово — полностью законченные.
Представим, как сделать почтовую рассылку с помощью канбан. Сначала нужно выделить отдельные задачи. Это может быть план конкретной серии писем, создание текстов, разработка дизайна email-рассылки и прочее. Далее все задания заносят в бэклог и определяют этапы рабочего процесса, визуализируя их в виде колонок с соответствующими названиями.
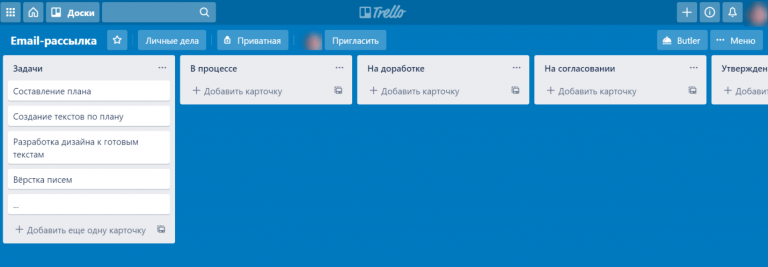
Команда, работающая над созданием рассылки, видит на доске текущее состояние проекта.
За ведение доски отвечают все члены команды. Любой вовлечённый в процесс сотрудник может перемещать готовые карточки по доске. Такая структура обеспечивает наглядность выполнения проекта. Можно посмотреть текущий статус задачи и своевременно выявить «заторы». При работе по kanban команда едина — все решения принимают совместно. Есть менеджер проекта, но он не руководит, а организует работу.
Основной показатель эффективности в kanban — среднее время прохождения по доске. Быстрое решение задачи указывает на слаженную и продуктивную работу команды. Когда возникают задержки — нужно поискать их причины и оптимизировать процесс.
Особенности постановки задач
Бэклог. В самом начале работы над проектом, команда делит его на задачи. Их может быть несколько десятков или сотен. Все они попадают в единый список — бэклог.
Каждая задача должна быть актуальна, при необходимости разрешено пополнять или «чистить» бэклог. Все задания сортируют с учётом приоритета. Причём степень важности определяет сама команда. Приоритеты можно менять по мере необходимости — это одна из особенностей «гибких» технологий.
Вес задач и лимит столбцов. Для каждого задания определяют вес — время, необходимое на выполнение. Команда самостоятельно определяет длительность работы. Потому если проект своевременно не завершён — это вина команды.
Основной принцип kanban — объём незавершённой работы необходимо ограничивать, чтобы не допускать «зависания». При этом в работе одновременно может быть и несколько задач. Главное — ограничить их количество.
Над каждым столбцом обычно указывают лимит — максимальное число задач в этой колонке. Лимит бэклога высчитывают исходя из средних показателей. К примеру, в процессе 5 заданий и на выполнение каждого уходит 1 день — недельный бэклог можно обозначить лимитом 5.
Выяснить нужный предел можно опытным путём. Например, если в колонке бэклога скопилось большое количество задач, столбец «В процессе» забит под завязку, а колонка «Выполнено» чаще всего пустует, то налицо перегруженность команды. Желательно ограничить количество поставленных задач.
Более точно установить оптимальное количество задач для бэклога помогает метрика Flow Efficiency (эффективность потока). Она позволяет определить соотношение между стадиями ожидания и активной работы. Расчётными показателями выступает время выполняемых процессов. Для определения коэффициента флоу применяют следующую формулу:
Время активной работы ÷ (время активной работы + время ожидания) × 100% = эффективность потока
Например, вы работали над задачей 2 дня, а в режиме ожидания она провела 3 дня. Значит:
2 ÷ (2 + 3) × 100 % = 40%
Получается, что на задачу уходит 40% времени, на протяжении которого она присутствует на доске до выполнения. Остальные 60% времени работа простаивает. Соответственно, лимит бэклога можно немного снизить.
Лимит задач на сотрудника. Ограничивать стоит и количество работы на сотрудников. Допустим выставлено ограничение по одной задаче на человека. Если требуется уточнить нюансы или привлечь другого специалиста — сотрудник остаётся незадействованным. Или наоборот, число одновременно выполняемых задач неограниченно — сотрудник начинает выполнять одну задачу, потом вторую, третью. В итоге колонка «В процессе» переполнена, а «Готово» — пустует. Получается, что низкий лимит незавершённых задач плохо отражается на производительности, а высокий — чреват «зависанием» проекта. Необходимо подобрать ограничение, которое создаст постоянную и равномерную загрузку.
Kanban обеспечивает свободу в принятии решений. Если при установленном ограничении не удаётся уложиться в график — уменьшите лимит. Когда у команды остаётся много свободного времени — лимит можно увеличить.
Из-за гибкого подхода к организации рабочего процесса в работе по системе канбан есть следующие особенности:
- Новые задания добавляют в любой момент. По причине срочности команда вправе поменять приоритеты.
- Над задачей трудятся столько времени, сколько это необходимо до её завершения или утраты актуальности и отмены.
По канбан-методологии не предусмотрено чёткого соблюдения конкретных этапов. Команда сама определяет, что и когда ей удобнее делать. Например, подводить итоги можно в конце каждого месяца, планировать бэклог — после завершения заданий, обсуждать задачи — по мере необходимости. Но работа над проектом идёт непрерывно.
Как внедрить канбан-систему
Работу по kanban строят на основе agile-мышления, для которого первостепенны законченный продукт, взаимодействие между людьми и готовность к изменениям.
Команда активно взаимодействует, чтобы как можно быстрее закончить проект, но при этом готова в любой момент изменить ход процессов.
Одноэтапное внедрение kanban может оказаться сложным для команды, которая ранее не сталкивалась с этой методологией. Потому изменения внедряют постепенно.
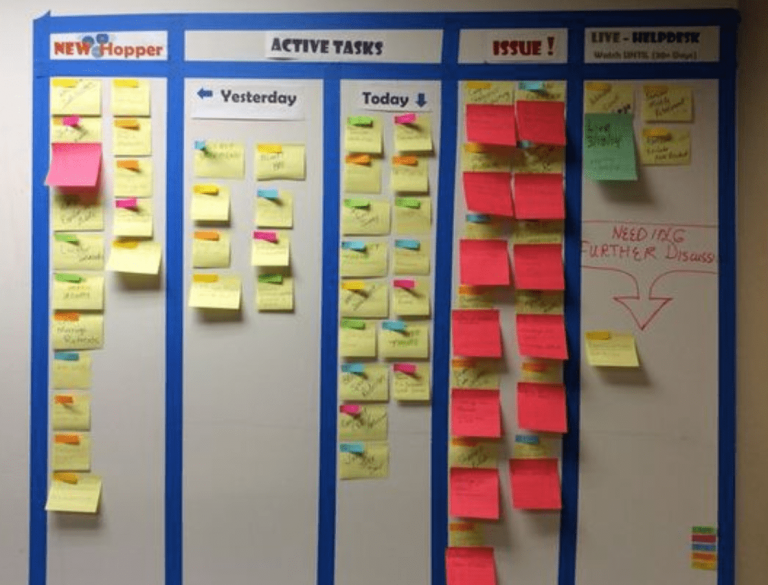
Пример физической канбан-доски (источник Pinterest)
Для правильной организации работы по kanban-системе существует шесть основных правил.
Визуализируйте поток работы
Запишите все задачи, текущие и планируемые. Для каждой из них определите статус. Карточки с заданиями разместите на доске — физической или виртуальной.
Ограничьте число одновременно выполняемых задач
Скорее всего, первая же визуализация покажет, как команда непродуктивно тратит силы на параллельное ведение множества задач или, наоборот, простаивает из-за неравномерной загрузки. Обсудите совместно с командой, какое количество работ по каждому статусу оптимально вести одновременно, и проставьте приоритеты. Над каждым столбцом доски укажите лимит.
Управляйте потоком задач
Своевременно меняйте статусы задач и отслеживайте движение. Если где-то возник «затор», нужно его оперативно разрешить. К примеру, если один сотрудник не справляется, он может попросить помощи у менее занятых коллег.
Обсудите правила работы
Команда должна чётко понимать, как обращаться с доской, когда можно брать новые задачи, что делать при возникновении сложностей, как определять готовность работы.
Анализируйте деятельность
Регулярно собирайте команду и обсуждайте нюансы работы, успехи и неудачи. Чёткого расписания нет, как нет и ограничений по формату. Можно собираться еженедельно или проводить общий созвон ежедневно, встречаться раз в месяц или собираться онлайн по мере необходимости. Главное — на каждой встрече команда решает, как оптимизировать процессы. Дополнительно обсуждают прочие насущные вопросы.
Экспериментируйте и улучшайте рабочие процессы
Любая канбан-команда всегда пребывает в поиске идеальной системы. Цель — ускорить движение карточек по доске. Для этого постоянно проводят эксперименты: меняют лимит, пересматривают приоритеты и прочее. Чтобы система действительно менялась, изменения нужно вводить для всей команды разом. При этом не нужно всё менять кардинально. Внедрите одно нововведение, отследите эффект и только после этого переходите к следующему эксперименту.
Преимущества и недостатки подхода
Канбан — удобный инструмент, который делает рабочие процессы более наглядными, отображает производительность в режиме реального времени и помогает контролировать нагрузку сотрудников.
- Гибкость планирования. Команда сконцентирована на текущих процессах, но при необходимости можно изменить приоритеты.
- Высокая вовлечённость команды. Совместное обсуждение всех вопросов и поиск оптимальных решений сплачивают коллектив. Каждый сотрудник понимает, что именно от него может зависеть общий успех проекта.
- Меньшая длительность итераций. При возникновении сложностей всегда можно обратиться за помощью к коллегам. За счет этого сокращается продолжительность выполнения работы. Команда всегда видит, у кого задание «не идёт» и может помочь, чтобы восстановить плавный поток.
- Наглядность. Рабочие процессы абсолютно прозрачны, поскольку любой сотрудник легко может просмотреть текущие этапы и статусы задач.
- Ограничение по размеру команды. Метод подходит для команд до 5-10 человек. При большем числе сотрудников становится сложно отслеживать выполнение работ. Поэтому целесообразно делить коллектив на команды и для каждой создавать отдельную доску.
- Краткосрочность планирования. Канбан-методология не предназначена для долгосрочного планирования. В этом её суть — в бэклог отправляют только актуальные задачи, и их приоритет меняют по ситуации.
Где можно применять канбан-подход
Впервые kanban начала применять компания Toyota в 1950-х годах. Автор метода Тайити Оно вдохновился схемой супермаркетов, когда покупатель сам выбирает необходимые товары. Рабочие компании стали обмениваться сигнальными карточками с подробным описанием «задачи» — номер и количество деталей, кто отправляет или производит, кто получает.
Карточки клеили на тару, которую, исходя из цели, перемещали на склад, на производственную или монтажную линию. Таким образом работники самостоятельно регулировали процесс. Например, монтажник приходит на склад и видит, какое количество каких деталей ему нужно забрать. Или на производство приходит пустая тара с прикреплённой карточкой о численности и виде необходимых деталей.
Руководствуясь опытом Toyota, канбан на производстве стали применять и другие компании. С его помощью удалось организовать рабочие процессы по типу конвейера — каждый последующий цех назначал план по производству продукции предыдущему цеху. Это помогало снизить перепроизводство и излишнее затаривание складов.
Несколько позже канбан-методологию начали применять для управления проектами. А в 2007 годах kanban пришёл в сферу программирования: вслед за тем, как менеджмент-менеджер и консультант технологичных компаний Дэвид Андерсон провел презентации по этому методу управления в Microsoft. Дэвид был первым, кто использовал канбан в разработке программного обеспечения еще в 2005 году.
Постепенно канбан стали использовать и в других областях. В основном выделяют три kanban-направления — производственное, софтверное и персональное.
К примеру, можно применять канбан-доску для управления личными задачами. Такой подход нередко используют фрилансеры, чтобы контролировать поток задач и не пропускать дедлайны.
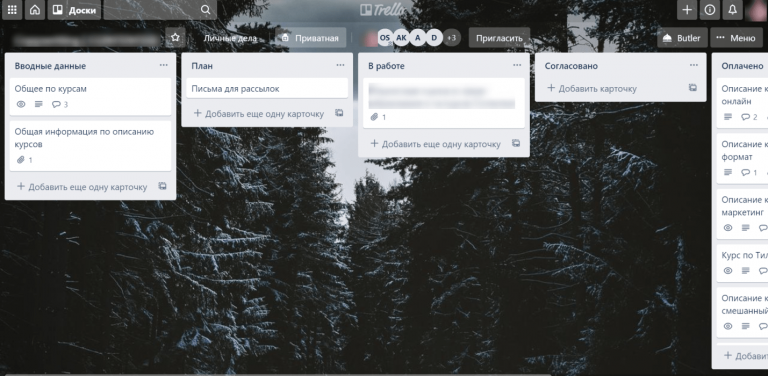
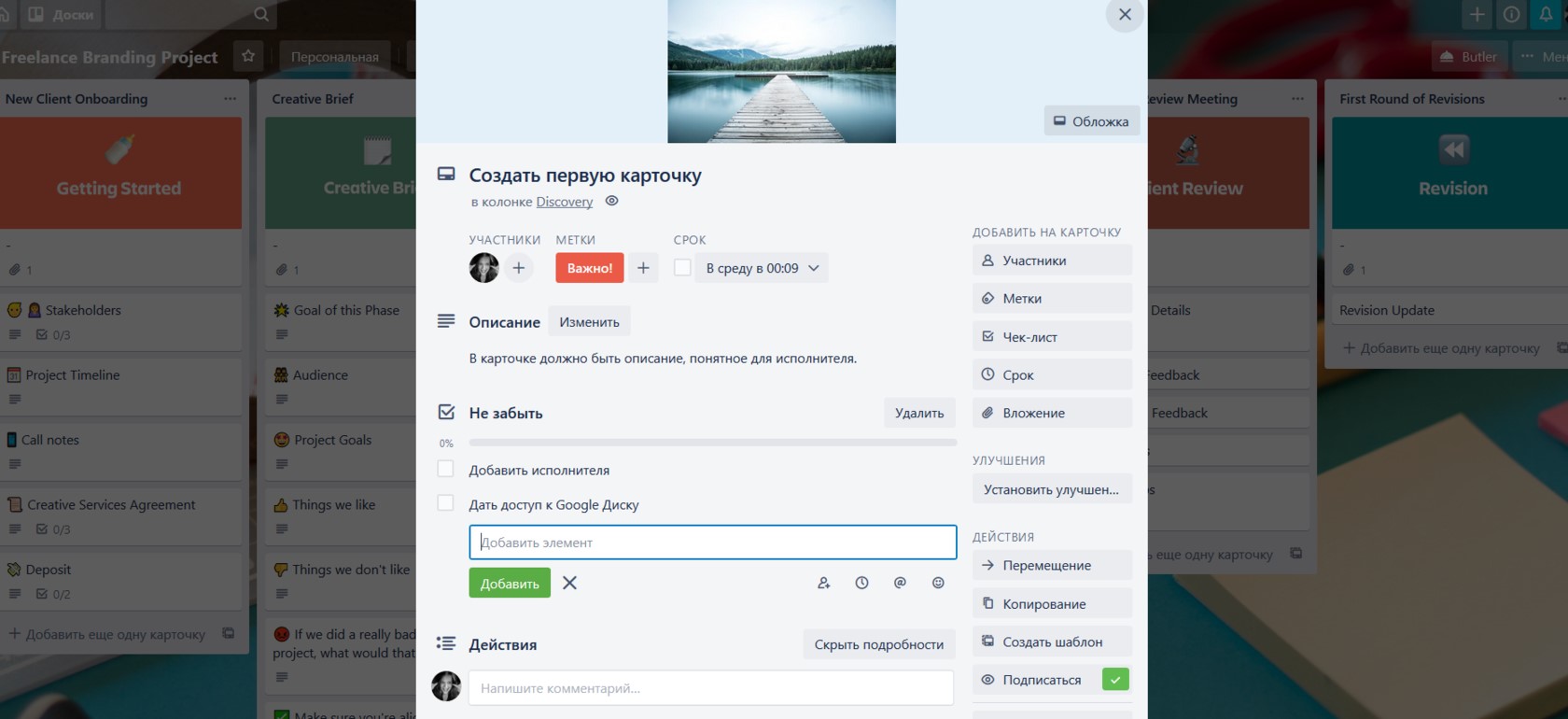
Пример канбан-доски фрилансера по отдельному проекту
В целом методология канбан не предусматривает ограничения — любой проект, в том числе не связанный с производством либо программированием, можно поделить на задачи, определить статусы и этапы, а затем работать и визуализировать выполняемые процессы.

15+ канбан-сервисов для управления проектамиНа самую разную ЦА: от фрилансеров до крупного бизнеса
Канбан – метод управления проектами, в котором все задачи и этапы визуализируются на специальной доске.
Она может быть физической — из пластика или дерева, со столбцами и специальными стикерами — или виртуальной, созданной в специальных онлайн-инструментах.
Разбираемся, чем отличаются разные сервисы канбан-досок, и как выбрать вариант, с которым удобнее работать.
Я старалась сделать исчерпывающую подборку для самых разных задач. Разобрала простые и недорогие инструменты для фрилансера или небольшой команды, а также более мощные дорогостоящие решения для крупного бизнеса и разработчиков ПО.
СитуацияСервисы
Будет пользоваться один специалист или маленькая командаTrello, Kanban Tool, Kanban Flow, Yandex Tracker, Asana, Weeek
Для команд побольше, сложных процессов, крупных компанийHygger, Yandex Tracker, Asana, ActiveCollab, Sunsama, Breeze, Kanbanize, Kanbanchi, Jira
Хорошо подходит для разработки ПОYandex Tracker, Sunsama, Blossom, Shortcut, Jira
Есть дополнительные инструменты (дорожные карты, диаграмма Ганта и подобные)Hygger, MiesterTask, Kanban Flow, Asana, ActiveCollab, Kanbanize, Kanbanchi, Jira
Интерфейс на русском языкеTrello, Yandex Tracker, Weeek, Jira
Бесплатный тариф с хорошим функционаломTrello, MiesterTask, Kanban Tool, Kanban Flow, Weeek, Shortcut
Trello
Трелло — один из самых популярных сервисов канбан-досок, облачное ПО для управления проектами. Есть веб-версия, десктопная программа, мобильные приложения для iOS и Android.
Кому и для чего. Универсальный сервис, который хорошо подходит и для личного пользования, и для командной работы над большими проектами.
Что здесь можно делать:
- Назначать каждому участнику задачи и дедлайны, передвигать карточки по колонкам по принципу drag-n-drop.
- Добавлять в карточки вложения — файлы, документы — для удобства работы.
- Создавать чек-листы — декомпозировать задачу на отдельные подзадачи — и отмечать сделанные шаги, чтобы отслеживать прогресс.
- Устанавливать цветовые метки, чтобы определить приоритетность задач или задать им дополнительные категории.
- Пользоваться системой оповещений, чтобы получать напоминания и не пропускать действия с карточкой.
- Прокачивать базовую функциональность: подключать автоматизацию, настраивать интеграции (Trello, Gmail, Dropbox и многие другие).
Тарифы. Сервис условно-бесплатный: для работы небольшой команды вполне хватает стандартных возможностей — 10 досок на каждого пользователя, 250 выполнений команд в месяц. Платный тариф стоит от $5 за каждого участника в месяц.